Today in Blakeyrat is always several years behind in every tech trend news...
-
@cvi said in Today in Blakeyrat is always several years behind in every tech trend news...:
might as well go for the one that fails in a less toxic way.
Things that @Gribnit has never said?
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
@cvi said in Today in Blakeyrat is always several years behind in every tech trend news...:
might as well go for the one that fails in a less toxic way.
Things that @Gribnit has never said?
Eh, I might've at some point.
-
@Benjamin-Hall said in Today in Blakeyrat is always several years behind in every tech trend news...:
And the silver might not even be silver.
It's probably aluminium. That's highly reflective (on the side bonded to the glass), doesn't tarnish (or rather it does, but the oxide layer is stable and hard-wearing for its thickness; the effect is good), and is cheap/available.
-
@dkf said in Today in Blakeyrat is always several years behind in every tech trend news...:
It's probably aluminium.
Not on this side of the pond it isn't. Freaking
hereticslimeys.
-
@dkf said in Today in Blakeyrat is always several years behind in every tech trend news...:
That's highly reflective (on the side bonded to the glass), doesn't tarnish (or rather it does, but the oxide layer is stable and hard-wearing for its thickness; the effect is good)
It still tarnishes, but oxides are only formed in an environment with oxygen, so the vapor deposition is done in a vacuum so the oxide layer cannot form on the glass facing side. Otherwise it would never work.
-
@Gribnit said in Today in Blakeyrat is always several years behind in every tech trend news...:
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
@cvi said in Today in Blakeyrat is always several years behind in every tech trend news...:
might as well go for the one that fails in a less toxic way.
Things that @Gribnit has never said?
Eh, I might've at some point.
You don't need to lie to me, we're friends.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
the vapor deposition is done in a vacuum so the oxide layer cannot form on the glass facing side. Otherwise it would never work.
If you tried to do vapor deposition of aluminum in air, no metallic aluminum at all would be deposited. The aluminum vapor would all oxidize before it ever got anywhere near the glass.
-
So I have been through the journey from not knowing shit about 3D printers to designing and building my own 3D printers from scratch and configuring my own firmware also from scratch and modifying said 3D printers in ways they never intended for n00bs, while also not knowing much more than shit.
Would anyone be interested in a write up on what I would do differently if I had to start out from the beginning knowing what I know now? I've given it some thought, including some branching depending on what one might want to do. Since @hungrier asked for input I have been giving it some thought as to what I would recommend for a n00b that would probably end up getting in to it and want to expand/improve on the hobby.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Would anyone be interested
Yes
-
@HardwareGeek hmmmmm, given what I know about you that might add one more twist to it. I had only considered FDM processes but I think that you might be more interested in SLA processes. I say this since I think you are more interested in miniatures and such. Correct?
I may have to add another branch, but one that I don't have too much experience with. But it would be a pretty simple branch.
-
@Polygeekery I'm interested in best surface finish (at a reasonable price), and I'm open to whatever technology can achieve that. Good quality and properly adjusted and maintained filament printers can achieve adequate surface finish; sanding and polishing the part after casting are a given, even with a perfect mirror finish on the model, but the better the surface, the less post-casting clean-up.
I'm potentially interested in two printers, a small one with high surface finish (even 100mm would be adequate for pretty much anything I'd need), and maybe a bigger one (300mm?) with less critical surface finish. If I can get both size and finish in one printer without breaking the bank, so much the better.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
It should smooth my workflow quite a bit.
I was wrong.
Repetier Server has some cool features, but it is missing a lot of what I need. For now Octofarm + Octoprint is the better choice.
I really hate that, but Repetier Server has a long way to go. They seem to have been promising integrated slicing for quite a while but it hasn't happened yet and I don't have faith that it will happen anytime soon.
In addition, filament runout is supported if you are running Repetier firmware, but Repetier firmware is missing a hell of a lot of features that I depend on. For starters, they have no equivalent to Unified Bed Leveling that is available in Marlin. They also do not have. a good implementation of Linear/Pressure Advance.
Honestly, the lack of UBL and Linear Advance are the biggies. And I hate to say that, because I am pretty sure that the Repetier people are a small team. Potentially just one person. So what they have done with limited resources is pretty impressive. But still, if I have to hook my filament runout sensors to the SBC running the software then I am basically out. And since I cannot get filament runout as I want it without running Repetier firmware, which is missing crucial features, I am out. I would rather deal with the subset of features that Octofarm gets me.
I will probably still pony up for a Repetier Server license, if just to help fund them because I like the idea that they have. But they need to integrate the features needed.
My next test will probably be Klipper, because I like the concept that they have and it integrated with OctoPrint pretty well. But it is still missing UBL which might be a dealbreaker.
UBL, or Unified Bed Leveling, is a big deal to me because of how much it speeds automatic bed leveling. With UBL you heat your hotend and bed to operating temperature and then it builds a 10X10 mesh (100 points) of your bed elevation. Then you save that mesh to EEPROM and on the start of each print you only need to probe three points and the firmware tilts the mesh to account for any changes.
The previous way to do this was with Bilinear Bed Leveling, which probed a 3X3 mesh (only 9 points, so more than an order of magnitude less granularity) before starting each print (which takes 3X as long as tilting a mesh via the 3 point method). It is a gigantic cumulative time savings, and a significant simplification of process once you get it all setup.
Repetier has had numerous feature requests for equivalent features but so far has been unwilling or unable to implement it.
Also, there is a biggie that I really like with OctoPrint, PushBullet integration. I have my OctoPrint instances setup to send me a snapshot from the webcam every half hour of print time. So every half hour I get one snapshot that is good enough to let me know if a print seems to be going well or if it is making filament spaghetti and needs to be stopped and reevaluated.
Which leads me to another point, OctoPrint kind of sucks in many ways, but they seem to have made it pretty easy to write plugins for. Repetier has the better concept but has left plugin developers out in the cold. If Repetier had implemented an easy way for people to write plugins they would probably be the leader right now. But they haven't, so they aren't.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Since @hungrier asked for input
Speaking of which, I've kind of un-sold myself on the GEEETECH one I was originally looking at, and trying to decide between the Ender 3 or Ender 3 Pro. There's a Pro with a pretty big discount ($326.99 down from $399.00, USD prices below) right now, so that's looking pretty attractive.
Ender 3 Ender 3 Pro Geeetech Price (CAD) 282.99 326.99 (399 regular) 198.99 Price (USD) 230.33 266.14 (324.76 regular) 161.96 Sketchy No No Very
-
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
I'm potentially interested in two printers
Seems so.
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
a small one with high surface finish (even 100mm would be adequate for pretty much anything I'd need)
SLA is the ticket there. No doubt. SLA surface finish is amazing, for small models. Your requirements certainly meet that.
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
maybe a bigger one (300mm?) with less critical surface finish.
I actually considered such a size in my thoughts for n00bs.
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
If I can get both size and finish in one printer without breaking the bank, so much the better.
You can't, not really, not without a lot of hassle. I will try to write up my thing this week. In the meantime, if you are wanting a <100mm printer with high print quality, get this:
 Anycubic Photon S - LCD-based SLA 3D Printer for Beginners
Anycubic Photon S - LCD-based SLA 3D Printer for Beginners

2K LCD masking screen. Printing details down to few micrometers. Colorful touch screen equipped with Photon system and preview the model in SD card like you saw pictures in Windows OS.
I would recommend the original Photon with 4.2.18 firmware (the 4.2.19 firmware is absolute garbage), but the original is no longer available. The Photon S seems to be the best bang for the buck in SLA right now.
But, one caveat, you absolutely, positively, need a garage or some similar area to use one in. The UV sensitive resins are horribly smelly. I'm the first person to give someone a raft of shit for being overly sensitive.......this stuff is next level odor producing. It also causes respiratory issues.
Now, don't be too afraid, the resolution of SLA is amazing. Just don't do it inside of your living area. Do it in a garage or similar and you will be fine. the first time I tried it I did so in my basement office and I nearly needed SCBAs to retrieve my print. Now that I do it in the garage with a drafty garage door all is fine. But I absolutely would not ever open another bottle of resin in the house.
Also, watch this video, but don't let it scare you:
https://www.youtube.com/watch?v=7kHcsTG9QsM
Just be respectful of the chemicals and processes and you will be fine. For small models with high detail, nothing beats SLA. It is also significantly faster than FDM processes. Potentially several orders of magnitude faster.
-
@hungrier said in Today in Blakeyrat is always several years behind in every tech trend news...:
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Since @hungrier asked for input
Speaking of which, I've kind of un-sold myself on the GEEETECH one I was originally looking at, and trying to decide between the Ender 3 or Ender 3 Pro. There's a Pro with a pretty big discount ($326.99 down from $399.00, USD prices below) right now, so that's looking pretty attractive.
Ender 3 Ender 3 Pro Geeetech Price (CAD) 282.99 326.99 (399 regular) 198.99 Price (USD) 230.33 266.14 (324.76 regular) 161.96 Sketchy No No Very Which build surface does that come with for the Pro version? Because other than build surface I think the only other difference is the Y-axis extrusion. The non-Pro uses a 20x40 extrusion and the Pro uses a 40x40 extrusion, and I own several of the Pro versions and I seriously doubt that it makes all that much of a difference for most people.
On the other hand, for $44 difference, go with the Pro.
Either way I would wager you will be happier than with the GeeeTech one. If you don't want to wait for my writeup, I would suggest an Ender3 variant to anyone starting out in 3D printing. I am not a fanboy, it is just hard to beat the value for money and the fantastic print quality right out of the box.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
get this
That's the one I was looking at. The link you posted has a much better (discounted) price than Micromark.
 But they're sold out.
But they're sold out. 
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Which build surface does that come with for the Pro version? Because other than build surface I think the only other difference is the Y-axis extrusion.
It has a removable magnetic build surface, and aside from that and the y-axis they also advertise an improved power supply. The non-pro doesn't say about the print surface but one of the pictures has it held on with binder clips
-
@hungrier said in Today in Blakeyrat is always several years behind in every tech trend news...:
they also advertise an improved power supply
Forgot about that. Get the Pro. It is worth it to get a quality
MeanwellMean Well power supply.
-
@hungrier said in Today in Blakeyrat is always several years behind in every tech trend news...:
It has a removable magnetic build surface
Also, the stock print surface is fine to start with but I'd recommend upgrading to a powder coated or PEI surface fairly quickly. Not necessary, but a good quality of life/UX upgrade.
I also like glass for a build surface but not for PETG and printing on glass can be a pain when it comes to remove PLA prints, depending on footprint. PETG will bond so well to glass that you can rip out glass trying to remove your print. Coat the build surface with cheap hairspray if you print PETG. PLA sticks well, but won't rip out glass layers. ABS is no issue because as it shrinks it will release itself. Sometimes dramatically and interestingly. In a good way.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
It is worth it to get a quality Meanwell power supply.
I trust you mean well, but are you sure?
Also, I do have a 2-car garage that's not completely full of junk. (It would be even less full if my ex-wife would ever come and get her crap.) And I have a nice little shed workshop, which is where I'd probably put the printer. It doesn't have great ventilation, but I can put fans in the windows, which will help a lot. It has A/C, which is great, but doesn't (I don't think) bring in fresh air. The problem is the power situation isn't great. The A/C has a standard 20A plug, plugged into a nominally 20/30A outlet, but as much as it dims the lights drawing 20A or less, there's no ^%$#@ way that circuit can supply 30A. And all the outlets are on one side of the shed, which limits where I can put equipment in there without running extension cords/power strips everywhere. The other issue is that I'd probably want to be working in the workshop while printing.
-
@HardwareGeek if you have a window you could setup fume extraction pretty easily. You don't need much flow. You could build a box from insulation foam, a 120mm computer fan and some dryer hose would probably do the trick. Just enough to keep a slight negative pressure on the enclosure while it prints.
Some SLA printers have charcoal filters but I am very skeptical of their efficacy over any timespan.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
@HardwareGeek if you have a window you could setup fine extraction pretty easily. You don't need much flow. You could build a box from insulation foam, a 120mm computer fan and some dryer hose would probably do the trick. Just enough to keep a slight negative pressure on the enclosure while it prints.
Some SLA printers have charcoal filters but I am very skeptical of their efficacy over any timespan.
If the exhaust gas is flammable you would be remiss not to burn it.
-
@Polygeekery Overnight, I remembered why getting the printer hasn't been (and still isn't) a high priority for me. I lack access to facilities to do the casting after printing the model. My lease doesn't allow me to possess any flammable materials. Acetylene definitely counts as flammable. (
 , reading the words of the lease literally, it prohibits me from possessing any furniture, paper, and even the house, itself, since houses are made of flammable materials — as you well know.
, reading the words of the lease literally, it prohibits me from possessing any furniture, paper, and even the house, itself, since houses are made of flammable materials — as you well know.  ) I figure I can probably get away with a regular, Home Depot-style propane torch (after all, it doesn't intentionally prohibit propane gas grills, right?), but tanks of acetylene and oxygen are almost certainly the kind of thing it is trying to prohibit.
) I figure I can probably get away with a regular, Home Depot-style propane torch (after all, it doesn't intentionally prohibit propane gas grills, right?), but tanks of acetylene and oxygen are almost certainly the kind of thing it is trying to prohibit.
-
My update since last night: I ordered the Ender 3 Pro, and through the magic of Amazon Prime it should be here by Friday
-
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
@Polygeekery Overnight, I remembered why getting the printer hasn't been (and still isn't) a high priority for me. I lack access to facilities to do the casting after printing the model. My lease doesn't allow me to possess any flammable materials. Acetylene definitely counts as flammable. (
, reading the words of the lease literally, it prohibits me from possessing any furniture, paper, and even the house, itself, since houses are made of flammable materials — as you well know. ) I figure I can probably get away with a regular, Home Depot-style propane torch (after all, it doesn't intentionally prohibit propane gas grills, right?), but tanks of acetylene and oxygen are almost certainly the kind of thing it is trying to prohibit.Solar Oven
-
@hungrier said in Today in Blakeyrat is always several years behind in every tech trend news...:
My update since last night: I ordered the Ender 3 Pro, and through the magic of Amazon Prime it should be here by Friday
Good luck on your journey down the rabbit hole, you can go as far as you allow yourself. I'm currently deep enough that it has went from a nice cool 52F to very toasty. I will probably reach magma fairly soon.
Did you order some filament to go with it? What do you plan for your first prints?
-
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
@Polygeekery Overnight, I remembered why getting the printer hasn't been (and still isn't) a high priority for me. I lack access to facilities to do the casting after printing the model. My lease doesn't allow me to possess any flammable materials. Acetylene definitely counts as flammable. (
, reading the words of the lease literally, it prohibits me from possessing any furniture, paper, and even the house, itself, since houses are made of flammable materials — as you well know. ) I figure I can probably get away with a regular, Home Depot-style propane torch (after all, it doesn't intentionally prohibit propane gas grills, right?), but tanks of acetylene and oxygen are almost certainly the kind of thing it is trying to prohibit.What kind of furnace were you planning on using? I thought that most of the furnaces I have seen for melting aluminum, brass, copper, bronze, etc. all ran off of propane?
What about casting your figurines with lead and/or zinc? Zinc melts at ~800F which can easily be done with a Lee casting pot like I use to cast bullets.
Also, anytime I read or hear:
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
acetylene and oxygen
it reminds me of the ThisOldTony video on the subject.
https://www.youtube.com/watch?v=-uPAjIOkLVA
Do you know why acetylene is called acetylene? Do you know why it smells the way it does? Well neither do I but what I do know is just like my boy it's chained nice and solid to the wall.
-
If they allow propane tanks than you can cast all of the standard metals. There are a myriad of home furnace designs that exist as well. So you can pretty easily make it non-obvious that the "planter" in the corner is actually a furnace.
-
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
If they allow propane tanks than you can cast all of the standard metals. There are a myriad of home furnace designs that exist as well. So you can pretty easily make it non-obvious that the "planter" in the corner is actually a furnace.
"Why is that planter hot and making loud whooshing noises?"
-
@mikehurley
Uh, The aurora borealis.
-
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
If they allow propane tanks than you can cast all of the standard metals. There are a myriad of home furnace designs that exist as well. So you can pretty easily make it non-obvious that the "planter" in the corner is actually a furnace.
You can also sinter some metal powders in a microwave. Not kidding.
-
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
So you can pretty easily make it non-obvious that the "planter" in the corner is actually a furnace.
Didn't The King Of Random on YouTube do something similar? Ya know, before he nearly got a prison sentence for setting off aerial explosive charges and detonating explosives in his backyard, then did some PSAs about how it isn't a good idea to explode shit in a residential neighborhood or handle explosives when you are untrained and then died in a paramotoring accident?
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
So you can pretty easily make it non-obvious that the "planter" in the corner is actually a furnace.
Didn't The King Of Random on YouTube do something similar? Ya know, before he nearly got a prison sentence for setting off aerial explosive charges and detonating explosives in his backyard, then did some PSAs about how it isn't a good idea to explode shit in a residential neighborhood or handle explosives when you are untrained and then died in a paramotoring accident?
wasn't kidding
 Full sintering of powdered-metal bodies in a microwave field
Full sintering of powdered-metal bodies in a microwave field
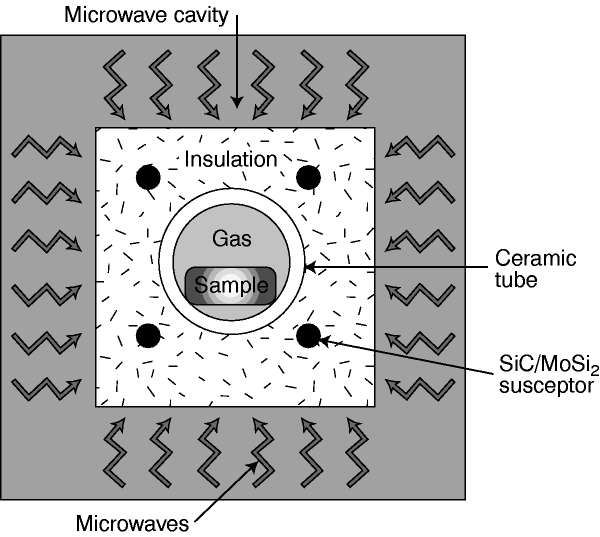
Nature - Full sintering of powdered-metal bodies in a microwave field
ed. that susceptor looks a bit suspect
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Would anyone be interested in a write up on what I would do differently if I had to start out from the beginning knowing what I know now? I've given it some thought, including some branching depending on what one might want to do. Since @hungrier asked for input I have been giving it some thought as to what I would recommend for a n00b that would probably end up getting in to it and want to expand/improve on the hobby.
Next question, do it in this thread or start a new one? I don't care either way.
-
@Polygeekery I recommend the Poe or Noe thread.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Didn't The King Of Random on YouTube do something similar
Yeah, why I mentioned a planter. But there have been lots of videos on how to make your own furnace. I like this one as he talks you through his failures and what he learned from them:
-
Now that I am thinking about this, there are also electric arc furnace designs like this:
https://www.youtube.com/watch?v=Mjlwc4x3GKE
that completely eschew the whole "flammables" thing.
-
@Dragoon disappointingly sane compared to a microwave sintering process.
-
@Polygeekery There are electric (induction?) melting pots for high-temperature-melting metals like copper, brass, bronze, etc.; they look a bit like oversized coffee pots. However, the typical way of melting the metal, at least for one-off jobs, is to torch-melt the metal right in the casting machine crucible.

This is a typical crucible for a centrifugal casting machine. The metal is contained in the bottom of the crucible. The inside front is tapered like a funnel to guide the molten metal through the hole into the flask (mold) when the machine spins. The mold has a recess to fit the flange around the hole; it's put into the casting machine, then the crucible is slid up against it.This is a typical casting machine. You can see the crucible in its ready-to-cast position at left. The hot* flask rests on the pins at the far left; there are adapters to accommodate different sizes of flask. The base contains a strong spring that spins the whole shebang when everything is ready.

I have no experience with trying to melt the metal in a separate container and then pouring it into the crucible for casting. One issue with that is that the crucible must also be heated above the melting temperature of the metal, so the metal doesn't solidify before it's cast. Torch melting the metal in the crucible achieves this at the same time the metal is being melted. Melting the metal separately would require that the crucible also be preheated somehow, and that would require that the crucible be put into the machine hot. Fitting the crucible into its mounting rail can sometimes be a bit finicky, and I wouldn't really want to try to do it while the crucible is white-hot.
* The mold must also be heated, but to a different temperature than everything else. It's heated first to melt the wax/plastic out of the mold cavity, then to burn off any residue, and finally to bring it to the proper temperature for casting. The mold should be a little below the melting temperature** of the metal you're using (100° or so; it's been years since I've done this, so I'd need to look up the correct temperatures). You want it below the melting temperature so that the metal solidifies before the machine stops spinning, so the metal doesn't run back out of the mold when the centrifugal force ends, but not so much below the melting temperature that the metal solidifies before it completely fills the mold. At the same time, you want the metal and the crucible far enough above the melting temperature that it doesn't start to solidify before it fills the mold. Getting all the various pieces to the right temperatures at the same time is the most difficult part of the process.
** The melting/freezing temperature of an alloy (which nearly all practical metals are) is actually a range. There is a temperature (solidus) at which the alloy starts to develop some liquid phase and a temperature (liquidus) at which it is fully liquid; between them it's a slushy mix of liquid and solid. Both are important in casting. The metal must be well above the liquidus temperature before casting and below the solidus temperature before the centrifugal force is removed.
-
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
completely eschew the whole "flammables" thing.
Flammables are not the only things prohibited by my lease. Generally, anything flammable, hazardous or noxious is forbidden. I really don't want to push my luck too far, so even the electric arc furnace is probably out (plus the previously mentioned difficulties with a separate melting method and the limited electrical supply available).
-
Of the four (gas furnace, electric furnace, torch, microwave) types of melting listed here, it is by far the most expensive to do at home as well.
-
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
completely eschew the whole "flammables" thing.
Flammables are not the only things prohibited by my lease. Generally, anything flammable, hazardous or noxious is forbidden. I really don't want to push my luck too far, so even the electric arc furnace is probably out (plus the previously mentioned difficulties with a separate melting method and the limited electrical supply available).
I understand the trepidation and yeah, management would probably not look kindly on the arc furnace either. But I think it is probably the safest method listed.
-
@HardwareGeek I have never seen this method of casting. The only type I am familiar with is the cope and drag method of sand casting, lost wax casting, and for smaller scale castings the use of weakened plaster. What purpose does the centrifugal force serve that could not be accomplished with a conventional mold that just uses gravity?
-
@Dragoon said in Today in Blakeyrat is always several years behind in every tech trend news...:
But I think it is probably the safest method listed.
But from the sound of it I don't think he has the electrical capacity for it in the shed.
-
@Dragoon My goal, if I can ever afford it, is to buy my own house/property where I can build a workshop out of completely non-flammable concrete block, where I can do whatever I want and only need to worry about harm to my own person, not burning down the building. With the lower cost of living in TX, that might be possible before age/illness force me to retire from my day job.
-
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
no FOOF allowed
No worries, they got an even newer stronger oxidizer lately iirc.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
@HardwareGeek I have never seen this method of casting. The only type I am familiar with is the cope and drag method of sand casting, lost wax casting, and for smaller scale castings the use of weakened plaster. What purpose does the centrifugal force serve that could not be accomplished with a conventional mold that just uses gravity?
The centrifugal force pushes the metal into fine details of the mold, overcoming the obstruction of trapped air and the high surface tension of the molten metal, which might otherwise round off some of the detail.
Simply pouring the metal into the mold is adequate for casting larger objects, like sculptures, where the weight of the metal provides enough pressure. For very small castings, there are three common ways to force the metal into the mold.
Centrifugal casting is the most common. In addition to small sculptures, figurines, jewelry, etc., it is very widely used in the dental industry for casting crowns and such. Most centrifugal casting machines (and related equipment, such as the electric furnaces for melting wax out of the flasks) are actually made for dental use.
Steam casting is crude, but effective (if you do it right). The mold is created with a fairly large cavity on top, and the sprues are small enough that surface tension does not allow the metal to flow into the mold under the force of gravity alone. A heat-resistant material (years ago, asbestos was used; I don't know what is used nowadays) is saturated in water, then forced down over the molten metal. The water flashes into steam and pushes the metal into the mold.
Vacuum casting uses a vacuum to remove trapped air from the mold and suck the molten metal into the details. The equipment is fairly expensive, but this type of casting is common in, for example, high-volume commercial jewelry manufacturing. Some equipment includes a melting furnace built into the casting machine; when the metal is properly molten, one button does all the rest.
All of these are ways of doing the actual casting part of lost-wax casting. "Lost-wax" describes the mold-making process, then that mold can be cast using any available casting process. (The intended casting process may influence the mold-making process; e.g., vacuum casting requires a special type of flask.) And all of these use a special heat-resistant plaster (investment) as the mold material.
-
@Polygeekery said in Today in Blakeyrat is always several years behind in every tech trend news...:
Did you order some filament to go with it? What do you plan for your first prints?
No, in my excitement I forgot to order it even though I had thought about it before.
As for first prints, I don't have much in the way of concrete ideas yet. For starters I figure I'll do some calibration models, that boat that everyone prints, etc. To try to get a feel for it.
-
@hungrier said in Today in Blakeyrat is always several years behind in every tech trend news...:
I don't have much in the way of concrete ideas yet.
I know there are printers that can print metal, but I haven't heard of any that can print concrete.
-
@HardwareGeek said in Today in Blakeyrat is always several years behind in every tech trend news...:
I know there are printers that can print metal, but I haven't heard of any that can print concrete.
Pfffffbt.
https://www.youtube.com/watch?v=69HrqNnrfh4
You can even print molten glass.
